借助快速原型制作,加速产品开发进程
作者:杰夫・埃克斯利(Jeff Exley)、克雷格・布朗(Craig Brown),安歌思(Caplugs)
本文原载于《医疗设备在线》(Med Device Online)
无论是为全新产品,还是为设计待更新的现有产品制作原型,都是一种审慎的做法。原型能够通过降低设计风险减少整体开发成本,同时还能让人们深入了解部件或防护解决方案的实用性与可制造性,从而对项目进度产生积极影响。
然而,针对特定项目选择何种理想原型类型,业界常存在争议 —— 具体而言,是采用 3D 打印还是注塑成型来制作原型(或多款原型)。归根结底,这个问题没有简单答案。决策会受到多种因素影响,包括原型的用途、时间与成本考量、部件几何结构,以及原型制作与量产阶段将使用的材料。
从初始时间周期来看,3D 打印部件通常具备明显优势。平均而言,提交设计方案并启动打印后,对于尺寸小、结构简单的几何部件,3D 打印原型最快几小时即可完成;对于尺寸更大、结构更复杂的部件,也仅需数天。具体时间还取决于所采用的 3D 打印技术(如立体光刻(SLA)、熔融沉积成型(FDM)、选择性激光烧结(SLS)、数字光处理(DLP)或多射流熔融(MJF))以及打印材料。
而采用传统注塑成型制作原型,则需要先制作模具,从提交设计图纸到产出部件,整个过程通常需要 2 至 6 周。
成本方面,在投入资金制作模具后,注塑成型原型的单件成本可低至几分钱;而 3D 打印部件的成本则从几美元到几百美元不等,具体取决于部件尺寸、复杂程度与所用材料。不过,随着原型需求量的增加,注塑成型的性价比优势会逐渐凸显。例如,若企业需要进行小批量生产线测试(如数百件部件),或需对部件将要装配的设备进行多版迭代测试,此时 3D 打印原型的成本与耗时会迅速攀升,变得既不经济也不高效。
注塑成型原型的另一大优势是材料选择的多样性。需注意的是,3D 打印机的使用会受到可打印材料种类与参数范围的限制 —— 在某些情况下,3D 打印可用的材料仅有少数通用类别(如刚性材料、半柔性材料、弹性材料等);而注塑成型部件则可选用 100 多种不同硬度等级的柔性热塑性弹性体(TPE)或低密度聚乙烯(LDPE)。
尽管 SLA 类打印的材料限制更为明显,FDM 类打印的材料选择相对灵活,但并非所有材料都能在 3D 打印机上良好成型 —— 即便从技术层面而言具备可打印性。例如,丙烯腈 - 丁二烯 - 苯乙烯共聚物(ABS)、聚乳酸(PLA)或尼龙通常能在 FDM 打印机上顺利打印;而聚乙烯 / 聚丙烯线材虽可通过 FDM 打印,但成品极易出现翘曲等打印问题,影响质量。
在工业实践中,为排查量产注塑过程中可能出现的尺寸偏差,通常会对大量部件进行测试,这是一种常见的风险规避手段。此外,部分测试(如 ASTM 泄漏测试)必须使用目标材料(即计划在最终产品中使用的材料)进行,而 3D 打印原型往往难以同时满足这两项要求。
在满足客户指定公差方面,3D 打印原型与注塑成型原型的能力大致相当,但两者需考虑的因素有所不同。传统注塑成型的限制通常仅在于部件几何结构是否能从模具中顺利脱模;
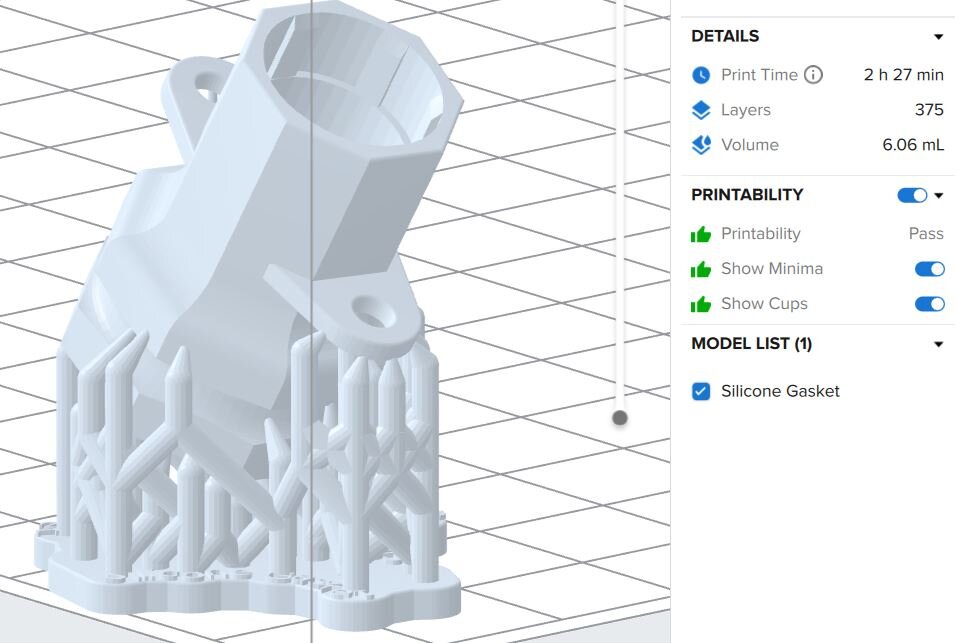
图 1:通过 3D 打印可制作复杂几何结构部件,但该过程可能需要多层打印、数小时打印时间,以及大量打印后清理工作。
而 3D 打印的精度则取决于打印机的质量与类型 —— 价格较低、品质一般的打印机通常无法达到高端打印机的精度水平,且 FDM 打印的精度也不及 SLA。具体而言,SLA 打印的公差通常可控制在 ±0.001 至 0.003 英寸 / 英寸范围内,FDM 打印则多在 ±0.003 至 0.006 英寸 / 英寸范围内。此外,两者的打印质量差异显著:FDM 打印件会明显呈现层纹与线条,而 SLA 打印件表面更光滑,层纹几乎不可见或完全消失。
在部件几何结构方面,3D 打印能够制作出常规大批量生产模具(因模具结构限制)难以实现的复杂结构。但需注意的是,结构越复杂,所需的支撑结构就越多,打印后的清理工作也越繁琐(见图 1)。
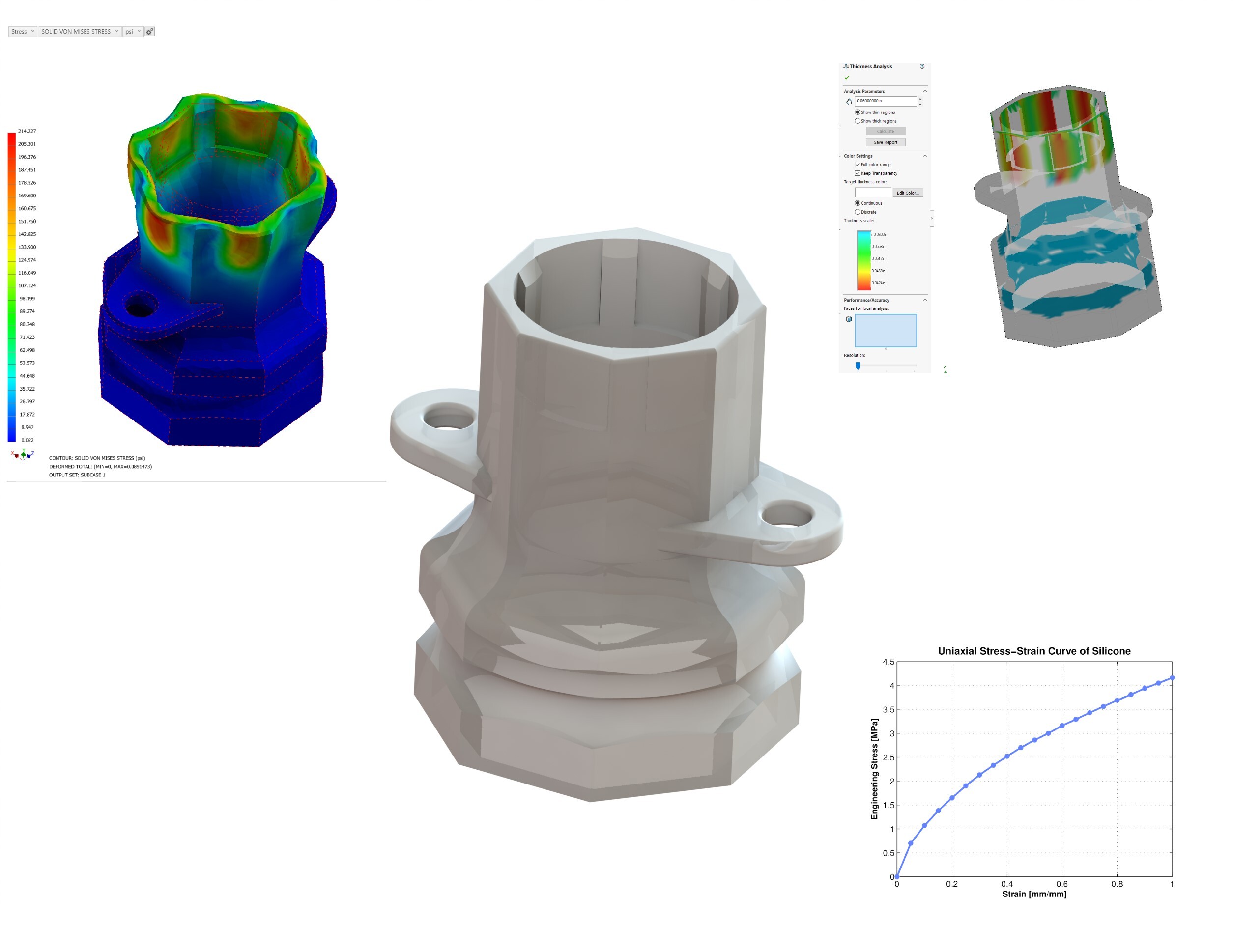
注塑成型原型的最大优势在于:能够制作出与量产产品一致的高品质部件,从而让功能测试(如模具流动分析、可扩展性评估)在开发早期即可启动(见图 2)。
图 2:图 1 中的密封垫设计通过塑料流动模拟与有限元分析(FEA)软件建模,该软件可通过评估成型过程中的材料流动、浇口等因素,助力优化注塑成型工艺。
借助注塑成型原型,制造商可提前排查潜在的生产问题 —— 模拟部件在模具中的填充过程(即流动与浇口情况)、判断部件是否会粘模 / 难以脱模、预测可能出现的翘曲等问题,并在制作量产模具前,通过调整模具或成型工艺来解决这些问题。
生产过程中,总会出现仿真模拟无法预测的问题,这些问题往往要等到使用量产模具时才会暴露。而部分 3D 打印服务商通常仅会按照客户选择的材料(从其提供的材料清单中挑选)接收设计并进行打印,却很少(或完全不)就部件未来的可制造性提供反馈,这无疑会给后续量产埋下隐患。
为解决这一难题,安歌思已具备高品质 3D 打印原型与单模注塑原型的双重制作能力。作为经验丰富的注塑商,我们在原型开发阶段便会充分考虑部件的量产可行性 —— 简而言之,对于明知无法通过注塑成型实现大批量生产的部件,我们绝不会采用 3D 打印制作原型。
- 杰夫・埃克斯利(Jeff Exley):安歌思工程总监,拥有 20 余年塑料工程与产品管理经验,服务于多个行业的客户。毕业于宾夕法尼亚州立大学贝伦德学院塑料工程专业,可通过邮箱 jeff.exley@caplugs.com 联系。
- 克雷格・布朗(Craig Brown):安歌思工程与模具副总裁,毕业于宾夕法尼亚州立大学,获化学工程学位,拥有 25 年塑料行业从业经验,尤其擅长注塑成型业务的运营与工程管理。
自 1948 年起,安歌思便一直是塑料成型领域的领军企业。我们始终致力于满足客户对塑料与硅胶部件的需求,拥有 6 种不同的制造工艺,能够为各类项目提供多元化解决方案,是客户值得信赖的长期合作伙伴。
如今,安歌思在全球设有 16 家工厂,其中 3 家为医疗级成型专属工厂。客户既可以从 40,000 余种库存标准部件中选择,也可以与我们经验丰富的专属产品工程师团队合作,定制专属部件 —— 从概念构思、原型制作,到可制造性设计(DFM)审核、方案建议,再到全面量产,全程提供支持。此外,安歌思还拥有内部模具设计与维护能力,确保产品质量稳定、一致性高且生产效率优异。